Nous fournissons à nos clients non seulement des produits de haute qualité, mais également des solutions de laminage professionnelles et expérimentées. De plus, nous aimerions fournir un service personnalisé pour la taille du produit,
manière d'emballage et de transport.
Étapes de chauffage générales
Passer l'aspirateur - 5-10 minutes (jusqu'à 0,095 Mpa)
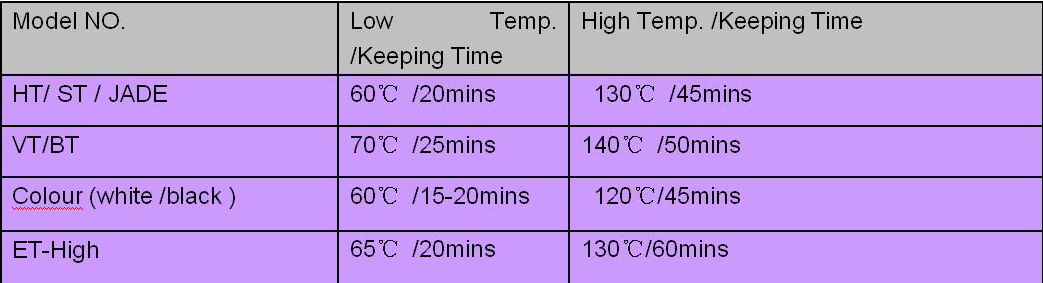
Chauffer à basse température et conserver pendant un certain temps.
Chauffer à haute température et conserver pendant un certain temps.
Refroidir le verre feuilleté en-dessous de 50 degré .
Le vide doit être resté tout au long de toute la période de refroidissement .
Conseils
1) La température au-dessus signifie la surface en verre , et pas l'air dans le four .
2) L'instruction est basée sur 1 verre de 5 mm +1 pièce 0,38 mm EVA + 1 pièce verre de 5 mm ).
3) La température et la durée de traitement sont optimales dans le laboratoire KENGO .
Puisque la machine du four est différente , veuillez essayer plusieurs fois et obtenir parfait manière.
Temps et température de traitement
Pour répondre aux diverses demandes d'application, KENGO a développé différentes formules pour chaque type de film EVA,
Pour garantir un effet optimal de la stratification, différents films EVA mieux choisir différentes manières de processus.
Nous donnons notre feuille de traitement client pour référence sur le côté droit.
Épaisseurs des films de verre et EVA (mm) |
Temps de chauffage à 130 ℃ (minutes) |
| 4 + 0.38 + 4 | 40 |
| 4 + 0.76 + 4 | 45 |
| 4 + 1.14 + 4 | 50 |
| 4 + 1.52 + 4 | 55 |
| 5 + 0.38 + 5 | 45 |
| 5 + 0.76 + 5 | 50 |
| 5 + 1.14 + 5 | 55 |
| 5 + 1.52 + 5 | 60 |
| 6 + 0.38 + 6 | 50 |
| 6 + 0.76 + 6 | 55 |
| 6 + 1.14 + 6 | 60 |
| 6 + 1.52 + 6 | 65 |
| 8 + 0.38 + 8 | 60 |
| 8 + 0.76 + 8 | 65 |
| 8 + 1.14 + 8 | 70 |
| 8 + 1.52 + 8 | 75 |
| 10 + 0.38 + 10 | 70 |
| 10 + 0.76 + 10 | 75 |
| 10 + 1.14 + 10 | 80 |
| 10 + 1.52 + 10 | 85 |
| 4 + 0.38 + 4 + 0.38 + 4 | 55 |
| 4 + 0.76 + 4 + 0.76 + 4 | 60 |
| 4 + 1.14 + 4 + 1.14 + 4 | 65 |
| 4 + 1.52 + 4 + 1.52 + 4 | 70 |
| 6 + 0.38 + 6 + 0.38 + 6 | 65 |
| 6 + 0.76 + 6 + 0.76 + 6 | 70 |
| 6 + 1.14 + 6 + 1.14 + 6 | 75 |
| 6 + 1.52 + 6 + 1.52 + 6 | 80 |
| 10 + 0.38 + 10 + 0.38 + 10 | 75 |
| 10 + 0.76 + 10 + 0.76 + 10 | 80 |
| 10 + 1.14 + 10 + 1.14 + 10 | 85 |
| 10 + 1.52 + 10 + 1.52 + 10 | 90 |
| Remarques : Ce tableau est just pour la référence. Les paramètres peuvent varier en fonction de la situation réelle. Des essais et des tests peuvent être nécessaires pour obtenir les profils de chauffage les plus optimaux | |
Dépannage
| Symptômes | Raisons possibles | Recommandations |
| L'intercalaire EVA du produit de finition n'est pas entièrement fondu | Chauffage inégal Faible convection d'air chaud |
Prolonger le temps de chauffage stable Adjust hot air flow quantity control plate |
| Mauvaise connexion du fil du ventilateur | Câblage du ventilateur inversé | |
| Bulles au centre du produit fini | Les coussinets en silicone ne sont pas bien scellés | Bien sceller les bords et les coins |
| Les surfaces des coussinets en silicone sont perforées ou déchirées | Réparé avec un scellant adéquat ou remplacer si nécessaire | |
| Le tuyau d'aspirateur et les tubes ne sont pas bien connectés | Assurez-vous bien connecté | |
| Le tuyau et les tubes d'aspiration sont perforés | Remplacer | |
| Vacuum tubes are nip when oven door closed | Éteignez le four, retirez les tubes lorsque la porte est ouverte | |
| L'aspirateur n'est pas assez puissant | Changer l'huile de la pompe à vide | |
| Le verre n'est pas plat et/ou l'intercalaire EVA n'est pas assez épais | Utiliser une couche intermédiaire en verre et/ou en EVA avec une épaisseur suffisante | |
| Bulles sur les bords du produit fini | Temps de refroidissement insuffisant et/ou verre pas assez froid lorsque l'aspirateur est désactivé | Prolongez le temps de refroidissement et/ou éteignez le vide uniquement lorsque le verre est suffisamment froid, par exemple 40 ℃ |
| Brumeux sur les bords du verre | Les bords du verre ne sont pas suffisamment propres. Il pourrait être contaminé par de l'huile de coupe. | Retirez soigneusement l'huile de coupe. Si la couverture en silicone est contaminée, essayez de chauffer le four pour vous débarrasser de la contamination avec un chargement de verre vide. |
| L'huile de moteur de la pompe à vide est, par très peu de chance, aspirée via un tuyau vers la couverture de silicium lorsque le moteur de la pompe est arrêt . | Débranchez le tuyau d'aspiration lorsque le moteur de la pompe est arrêté. Si le tuyau d'aspiration est contaminé par de l'huile, débarrassez-vous-en. Si la couverture de silicium se avère contaminée,
essayez de chauffer le four pour se débarrasser de la contamination avec un chargement de verre vide. |
|
| Vapeur d'eau créée sur la couverture en silicone en raison d'un environnement à forte humidité. Cela se produit généralement si le four n'est pas utilisé pendant un certain temps, ce qui est suffisamment long pour que la vapeur d'eau migre dans les couvertures en silicone à partir de l'environnement. | Essayez de chauffer le four pour se débarrasser de la contamination avec le chargement de verre vide. | |
| Temps de préchauffage trop court | Prolonger le temps de préchauffage jusqu'à 40 minutes à env. 60 ℃ | |
| Brumeux dans le verre autre que les bords | Le verre est probablement contaminé par des agents de nettoyage. | Laisser l'agent de nettoyage s'évaporer complètement avant de recouvrir le verre avec des films intercalaires. |
| La couleur des bords du verre est plus claire que le centre du verre | Ce symptôme survient généralement sur les films EVA blancs ou couleur . Cela est du à une température trop élevée et/ou un temps de chauffage trop long . L'EVA fondu devient un liquide à haut flux lorsque la température est trop élevée. À ce moment-là, le vide a appliqué une pression sur le verre. Il comprime l'EVA fondu des bords.
Edges a moins ou même pas d'EVA. Les bords deviennent plus clairs que le centre. |