We provide customers not only high quality product, but also professional and experienced lamination solution. Moreover, we would like to provide customized service for product size,
packing and transportation way.
General Heating Steps
Vacuuming —5-10mins(till 0.095Mpa)
Heat to low temperature and keeping for a while .
Heat to High temperature and keeping for a while .
Cooling the laminated glass below 50 degree .
Vacuum should be remained on throughout the entire cooling period..
Tips
1) The temperature above means glass surface , not the air in oven .
2) The instrucation is based on 1pcs 5mm glass +1pc 0.38mm EVA +1pc 5mm glass ).
3) The processing temperature and time is optimal in KENGO lab .
Since the oven machine is different , pls try several times and get perfect way.
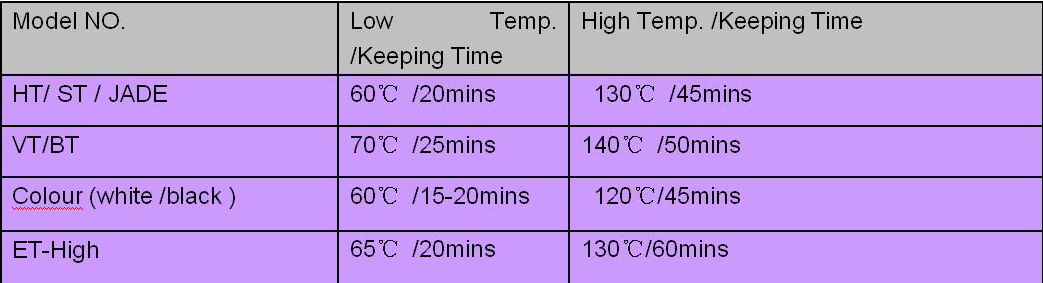
Processing Time and Temperature
For meet various demand of application , KENGO developed different formulas for each EVA film type ,
For making sure optimal effect of lamination , different EVA film better choose different process way.
We give our customer processing sheet for reference at the right side .
Glass & EVA films Thicknesses (mm) |
Heating Time at 130℃ (minutes) |
| 4 + 0.38 + 4 | 40 |
| 4 + 0.76 + 4 | 45 |
| 4 + 1.14 + 4 | 50 |
| 4 + 1.52 + 4 | 55 |
| 5 + 0.38 + 5 | 45 |
| 5 + 0.76 + 5 | 50 |
| 5 + 1.14 + 5 | 55 |
| 5 + 1.52 + 5 | 60 |
| 6 + 0.38 + 6 | 50 |
| 6 + 0.76 + 6 | 55 |
| 6 + 1.14 + 6 | 60 |
| 6 + 1.52 + 6 | 65 |
| 8 + 0.38 + 8 | 60 |
| 8 + 0.76 + 8 | 65 |
| 8 + 1.14 + 8 | 70 |
| 8 + 1.52 + 8 | 75 |
| 10 + 0.38 + 10 | 70 |
| 10 + 0.76 + 10 | 75 |
| 10 + 1.14 + 10 | 80 |
| 10 + 1.52 + 10 | 85 |
| 4 + 0.38 + 4 + 0.38 + 4 | 55 |
| 4 + 0.76 + 4 + 0.76 + 4 | 60 |
| 4 + 1.14 + 4 + 1.14 + 4 | 65 |
| 4 + 1.52 + 4 + 1.52 + 4 | 70 |
| 6 + 0.38 + 6 + 0.38 + 6 | 65 |
| 6 + 0.76 + 6 + 0.76 + 6 | 70 |
| 6 + 1.14 + 6 + 1.14 + 6 | 75 |
| 6 + 1.52 + 6 + 1.52 + 6 | 80 |
| 10 + 0.38 + 10 + 0.38 + 10 | 75 |
| 10 + 0.76 + 10 + 0.76 + 10 | 80 |
| 10 + 1.14 + 10 + 1.14 + 10 | 85 |
| 10 + 1.52 + 10 + 1.52 + 10 | 90 |
| Remarks: This table is just for reference. Parameters may vary according to actual situation. Trial and test may be required to obtain the most optimum heating profiles | |
Trouble Shouting
| Symptoms | Possible Reasons | Recommendations |
| EVA interlayer of finish product is not fully melted | Uneven heating Weak hot air convection |
Extend steady heating time Adjust hot air flow quantity control plate |
| Improper blower wire connection | Reverse blower wiring | |
| Bubbles in centre of finish product | Silicon pads are not well seal | Well seal edges and corners |
| Silicon pads surfaces are perforated or tear | Mended with adequate sealant or replaceif necessary | |
| Vacuum pipe and tubes are not well connected | Make sure connected well | |
| Vacuum pipe and tubes are perforated | Replace | |
| Vacuum tubes are nip when oven door closed | Turn off oven, remove tubes when door is open | |
| Vacuum is not powerful enough | Change vacuum pump oil | |
| Glass is not flat and/or EVA interlayer is not thick enough | Employ glass and/or EVA interlayer with enoughthickness | |
| Bubbles at edges of finish product | Not enough cooling time and/or glass not cool enough when vacuum is turn off | Extend cooling time and/or turn off vacuum onlywhen glass is cool enough, for instance 40℃ |
| Foggy at glass edges | Glass edges are not clean enough. It could be contaminated with cutting oil. | Remove cutting oil thoroughly. If silicon blanket isfound contaminated, try heating the oven toget rid of contamination with empty glass loading. |
| Vacuum pump motor oil is, by very little chance, sucked via hose back tosilicon blanket when pump motor is shut down. | Disconnect vacuum hose when pump motor isshut down. If vacuum hose is found contaminated with oil,get rid of it. If silicon blanket is found contaminated,
try heating the oven to get rid of contamination with empty glass loading. |
|
| Water vapour created on silicon blanket due to high moisture environment.This is usually happened if the oven is not used for certain timewhich is long enough for water vapor migrated into silicon blankets from environment. | Try heating the oven to get of rid of contamination with emptyglass loading. | |
| Too short pre-heating time | Extend preheating time up to 40 minutes at approx. 60 ℃ | |
| Foggy in glass other than edges | Glass is contaminated probably by cleaning agents. | Allow cleaning agent to evaporate thoroughly prior to cover glasswith interlayer films. |
| Glass edges’ colour is lighter than glass center | This symptom is usually happened on white or colour EVA films. It is due to too hightemperature and/or too long heating time. Melted EVA becomes highly flow liquid when temperatureis too high. At that time, vacuum applied pressure on glass. It squeezes melted EVA from edges.
Edges has less or even no EVA. Edges becomes lighter than center. |