Fornecemos aos clientes não apenas produtos de alta qualidade, mas também soluções de laminação profissionais e experientes. Além disso, gostaríamos de fornecer serviço personalizado para tamanho do produto,
forma de embalagem e transporte.
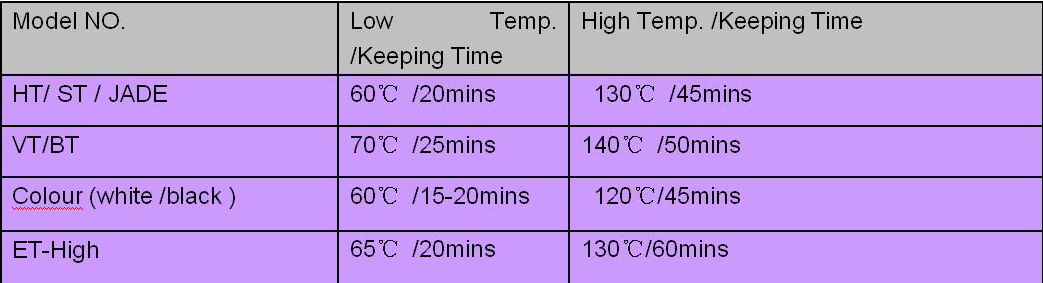
Etapas de aquecimento geral
Aspiração —5-10 minutos (até 0,095Mpa)
Aqueça a baixa temperatura e mantenha por um tempo.
Aqueça em alta temperatura e mantenha por um tempo.
Resfriar o vidro laminado abaixo de 50 graus .
O vácuo deve ser permanecido ligado durante todo o período de resfriamento.
Pontas
1) A temperatura acima significa superfície de vidro , não o ar no forno .
2) A instrução é baseada em 1pcs 5mm vidro +1pc 0,38mm EVA +1pc 5mm vidro ).
3) A temperatura e tempo de processamento é ideal no laboratório KENGO .
Já que o forno máquina é diferente , por favor tente várias vezes e obtenha maneira perfeita.
Tempo e temperatura de processamento
Para atender diversas demandas de aplicação, a KENGO desenvolveu diferentes fórmulas para cada tipo de filme EVA,
Para garantir o efeito ideal da laminação, diferentes filmes de EVA devem escolher diferentes formas de processo.
Fornecemos a folha de processamento do cliente para referência no lado direito.
Filmes de vidro e EVA Espessuras (mm) |
Tempo de Aquecimento a 130℃ (minutos) |
| 4 + 0.38 + 4 | 40 |
| 4 + 0.76 + 4 | 45 |
| 4 + 1.14 + 4 | 50 |
| 4 + 1.52 + 4 | 55 |
| 5 + 0.38 + 5 | 45 |
| 5 + 0.76 + 5 | 50 |
| 5 + 1.14 + 5 | 55 |
| 5 + 1.52 + 5 | 60 |
| 6 + 0.38 + 6 | 50 |
| 6 + 0.76 + 6 | 55 |
| 6 + 1.14 + 6 | 60 |
| 6 + 1.52 + 6 | 65 |
| 8 + 0.38 + 8 | 60 |
| 8 + 0.76 + 8 | 65 |
| 8 + 1.14 + 8 | 70 |
| 8 + 1.52 + 8 | 75 |
| 10 + 0.38 + 10 | 70 |
| 10 + 0.76 + 10 | 75 |
| 10 + 1.14 + 10 | 80 |
| 10 + 1.52 + 10 | 85 |
| 4 + 0.38 + 4 + 0.38 + 4 | 55 |
| 4 + 0.76 + 4 + 0.76 + 4 | 60 |
| 4 + 1.14 + 4 + 1.14 + 4 | 65 |
| 4 + 1.52 + 4 + 1.52 + 4 | 70 |
| 6 + 0.38 + 6 + 0.38 + 6 | 65 |
| 6 + 0.76 + 6 + 0.76 + 6 | 70 |
| 6 + 1.14 + 6 + 1.14 + 6 | 75 |
| 6 + 1.52 + 6 + 1.52 + 6 | 80 |
| 10 + 0.38 + 10 + 0.38 + 10 | 75 |
| 10 + 0.76 + 10 + 0.76 + 10 | 80 |
| 10 + 1.14 + 10 + 1.14 + 10 | 85 |
| 10 + 1.52 + 10 + 1.52 + 10 | 90 |
| Observações: Esta tabela é apenas para referência. Os parâmetros podem variar de acordo com a situação real. Teste e teste podem ser necessários para obter os perfis de aquecimento mais ótimos | |
Solução de problemas
| Sintomas | Razões possíveis | Recomendações |
| A camada intermediária de EVA do produto final não está totalmente derretida | Aquecimento desigual Fraca convecção de ar quente |
Extend steady heating time Adjust hot air flow quantity control plate |
| Conexão incorreta do fio do ventilador | Fiação do ventilador reverso | |
| Bolhas no centro do produto acabado | Almofadas de silicone não são bem vedadas | Bem vedar bordas e cantos |
| As superfícies das almofadas de silicone são perfuradas ou rasgadas | Remendado com selante adequado ou substituído se necessário | |
| Tubulação e tubos a vácuo não estão bem conectados | Certifique-se de que está bem conectado | |
| Tubo de vácuo e tubos são perfurados | Substituir | |
| Tubos a vácuo estão apertados quando porta do forno fechada | Desligue o forno, retire os tubos quando a porta estiver aberta | |
| O vácuo não é poderoso o suficiente | Troque o óleo da bomba de vácuo | |
| O vidro não é plano e/ou a camada intermediária de EVA não é espessa o suficiente | Empregar vidro e/ou intercamada EVA com espessura suficiente | |
| Bolhas nas bordas do produto acabado | Tempo de resfriamento insuficiente e/ou vidro não resfriado o suficiente quando o vácuo está desligado | Prolongue o tempo de resfriamento e/ou desligue o vácuo somente quando o vidro estiver esfriado o suficiente, por exemplo 40℃ |
| Nebuloso nas bordas dos vidros | As bordas do vidro não estão limpas o suficiente. Pode estar contaminado com óleo de corte. | Remova o óleo de corte completamente. Se manta de silício for encontrada contaminada, tente aquecer o forno para se livrar da contaminação com carga de vidro vazia. |
| O óleo do motor da bomba de vácuo é, por pouquíssima chance, sugado pela mangueira de volta para o cobertor de silicone quando o motor da bomba é desligado. | Desconecte a mangueira de vácuo quando o motor da bomba for desligado. Se a mangueira de vácuo for encontrada contaminada com óleo, livre-se da ela. Se manta de silício for encontrada contaminada,
tente aquecer o forno para se livrar da contaminação com carga de vidro vazio. |
|
| Vapor de água criado no cobertor de silício devido ao ambiente de alta umidade. Isso geralmente acontece se o forno não for usado por certo tempo que é tempo suficiente para vapor de água migrar para cobertores de silício do ambiente. | Experimente aquecer o forno para se livrar da contaminação com carga de vidro vazio. | |
| Tempo de pré-aquecimento muito curto | Estenda o tempo de pré-aquecimento até 40 minutos a aprox. 60 ℃ | |
| Nebuloso no vidro exceto as bordas | O vidro está contaminado provavelmente por agentes de limpeza. | Permita que o agente de limpeza evapore completamente antes de cobrir o vidro com películas intermediárias. |
| A cor das bordas do vidro é mais clara que o centro do vidro | Esse sintoma geralmente ocorre em filmes EVA brancos ou coloridos. É devido a temperatura muito alta e/ou tempo de aquecimento muito longo. O EVA derretido torna-se líquido altamente fluido quando a temperatura é muito alta. Naquela época, o vácuo aplicava pressão no vidro. Ele espreme EVA derretido das bordas.
Edges tem menos ou até nenhum EVA. As bordas ficam mais claras do que o centro. |